OUR "SOUL" FOCUS IS CARBIDE BURRS !!
Menu
Menu
- Home
- Applications
Shiballoy
Applications
"WE KNOW TEETH GEOMETRY - AND WE CANMEASURE IT !!"
About Us
Carbide BURRS are rotary deburring tools and are manufactured in 13 different shapes and usually come in sizes from 2mm to 25mm. There are standard teeth pattern in burrs. SHIBALLOY makes the entire range as per national and Internal standards – BIS / DIN / USCTI.
Over the past 39 years, SHIBALLOY burrs have been tested on almost all types of work piece materials and components. Most burrs work..somewhat – but SHIBALLOY burrs work harder. With rigorous customer shopfloor testing, Shiballoy has developed tailored tool geometry for faster and cost effective deburring – just ask any engineer monitoring production and productivity in his factory.
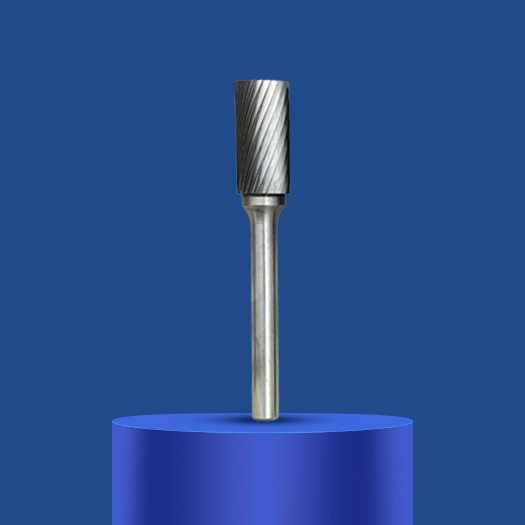
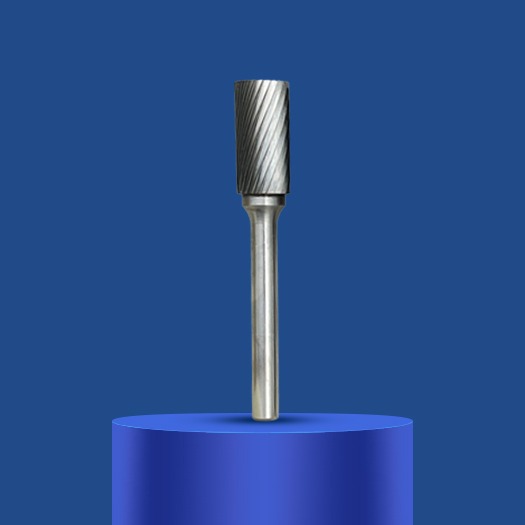
STEEL & INOX (Z42) CUTS
These latest generation cuts produced on CNC Burr grinders are designed with teeth geometry like mini-milling cutters. These tools have a high Material Removal Rate (MRR) and find application in unhardened steels and stainless steels with strengths upto 800N/mm2. These tools remove larger chips in rapid and chatter free operation. Special coatings can also extend tool life. Testing demonstrates 25-100 % more metal removal than conventional cuts
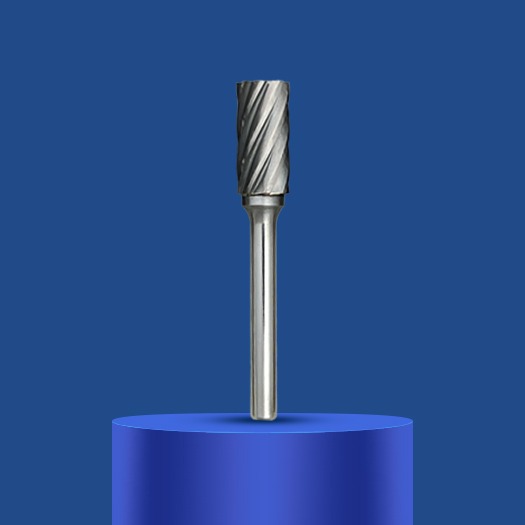
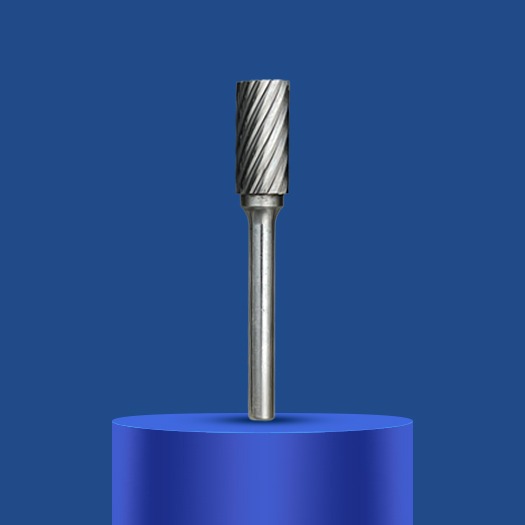
ALUMINIUM (Z9) CUT
For use on Aluminium and other non-ferrous and non-metallic materials. It is designed for rapid stock removal with minimum chip loading. The aggressive razor-sharp geometry with a relief angle, gives a cleaner cut and smoother cut. The tool does not load up with chips. The workpiece has a better surface finish.
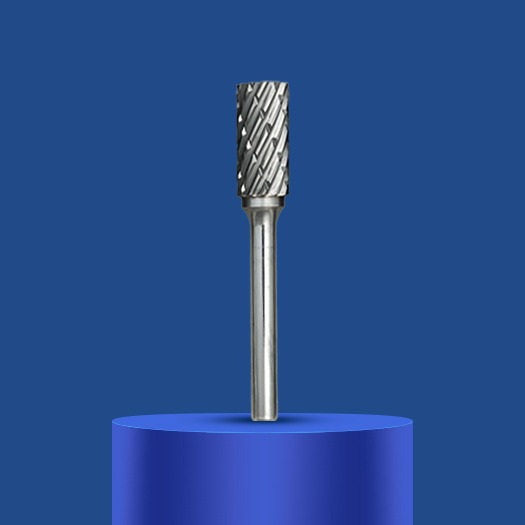
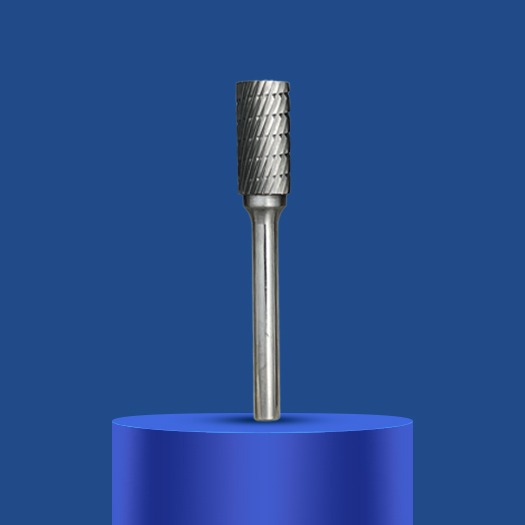
DOUBLE (ZX / Z4 / Z7) CUT
The double cut is a traditional cut that allows for rapid stock removal in harder and tougher materials. The addition of the left-hand flutes allows for better operator control while deburring operations. It also reduces the size of the chips. The burr can be used at slower than normal speeds. This is the most popular cuts in US and European markets. Modifications of this cut are recommended depending on Coarse / Medioum deburring on materials with different strengths.
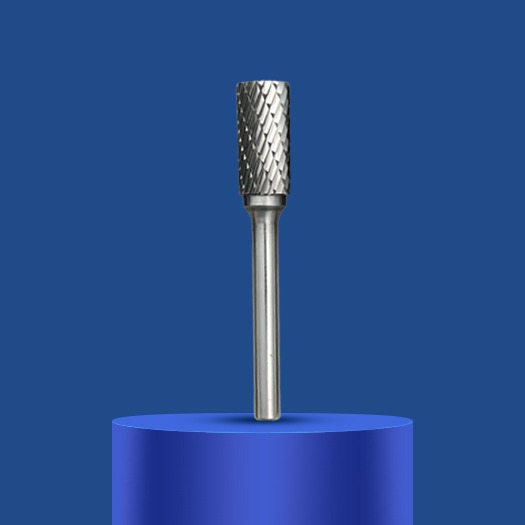
DIAMOND (Z6) CUT
This cut also has an additional left hand teeth pattern which are close enough to form a cutting teeth to look like a pyramid / diamond. The diamond cut is very effective in heat treated and tough alloy steels, producing extremely small chips. It offers very good operator control with good stock removal at the sacrifice of finish. The diamond grind will reduce tool life.

SINGLE (Z3) CUT
Single cut is a general-purpose / universal tool designed for cast iron, steel, some copper and brass, and other ferrous materials. It will give good material removal and good workpiece finish. The chips tend to be little longer.
NF (Z1 & Z2) CUT
It is a very coarse cut and finds applications for softer metals – like bronze, brass, aluminium etc. It is a rudimentary enhancement over a single cut. It has a very high material removal rate.
FINE (Z5) CUT
Is a modification of a single cut by increasing the number of teeth. It is used to improve the surface finish on workpiece and also for deburring hard materials. The material removed here is low.
COARSE CUT
It is a modification of the single cut by decreasing the number of teeth so that the chip does not clog the teeth. It is used in softer cast iron and steels. The material removal is faster and allows better chip space.
CHIPBREAKER CUT
To improve chip handling, the Single Cut is modified with a chip breaker. The sliver / chip size is reduced and hence improves operator comfort.